







WRT磁気ロープの探知器の鋼鉄ロープ ワイヤー ロープの内部外的な欠陥の探知器HRD-100
1. 指定
標準:GB/T21837-2008、ASTM E1571-2001 (強磁性鋼線ロープの電磁石の検査のための標準規格)、GB/T5972-2006/ISOの4309:90、GB8918-2006
範囲の検出:Φ1.5-300 mm (別のセンサーを選んで下さい)
センサーとワイヤー ロープ間の相対的な速度:0.0-6.0 m/sの最もよい選択:0.3-1.5 m/s
ガイドの袖とワイヤー ロープ間の最もよいギャップ:ギャップを与えられる2-6のmm:0-15mm
出力ファイルのタイプ:単語は出力をファイルします
警報:健全で、軽い警報
壊れたワイヤー ロープの位置(LF)の検出
質的な判断の正確さ:99.99%
量的な査定
感受性の反復性の間違い:±0.055%
表示間違い:±0.2%
位置の検出の間違い、(l):±0.2%
力:5Vコンピュータ電源
センサーの重量: < 10kg="">
環境の臨時雇用者。- 10℃~40℃
空気圧:86~106Kpa
相対性湿気:≤85%
ワイヤー ロープ コンピュータ探知器の窓システムはなるためにDOSソフトウェア理論に基づき、実時間ディスプレイ警報指導イデオロギーが視覚Basic6.0をプログラミング言語の基礎利用するGBシステム更新プロダクト、続けていきます蓄積をです。
このシステム・ハードウェアの部品は国内を使用し、外国の高度磁気センサーおよび独立した研究開発の見本抽出モジュールは運転するRS232 (かUSB)メイン ラインを通って、直接コンピュータの貯蔵データ統一します。
このシステム・ソフトウェアの部品はVisual Basic 6.0のプログラミング言語の基礎の利用のウェーブレットの変形の分析の基礎になるために、続けていきます蓄積をあります。データ収集および制御のデータ解析、データ表示、データ記憶のような機能を等達成して下さい。DOSソフトウェア機能の、そして絶えず方法を追跡する独特な傾向による目に見える特徴を絶えずかもしれなく、動的観察されたデータ信号そして変更の状態および実時間ディスプレイの得られた結果送り出します警報を高めて下さい;ソフトウェアは自動評価関数を高めました;部分的な欠陥で高められた横断面および総部門別区域のパーセントで示しました;ソフトウェアおよびWindowsはユーザーの慣性操作に完全に対応します、スーツ、単語が形態の生産の検査のレポートをファイルする使用。
このシステム・ソフトウェアは多用性があるワイヤー ロープ コンピュータ探知器DOSソフトウェア見本抽出のデータ形式かもしれなく、それに処理する分析できます。
窓システムは独立した操作手順および安全な検査システムを取り、便利に各種類の現代コンピュータのために適しますそして一連の検査のプロシージャを完了します。
2. システム要求
2.1コンピュータ・ハードウェアの傾向の要求:
プロセッサ:Celeron 1.5GHZの上
記憶:128MB
ハード ディスク:10G
関係:RS232かUSB
モニター:VGAの上
2.2ソフトウェアの環境の要求:
2.3システム傾向
| 磁気センサー(を含む間隔のロケータ) | グループ |
| HUATEC HRD-100実時間警報器具 | 1つ |
| 信号の関係ライン | 1つ |
| RS232送電線(またはRS232変形ラインへのUSB) | 1つ |
| 窓の特定目的のソフトウエア パッケージ | 1つ |
| コンピュータ | 1つ |
|
![]()
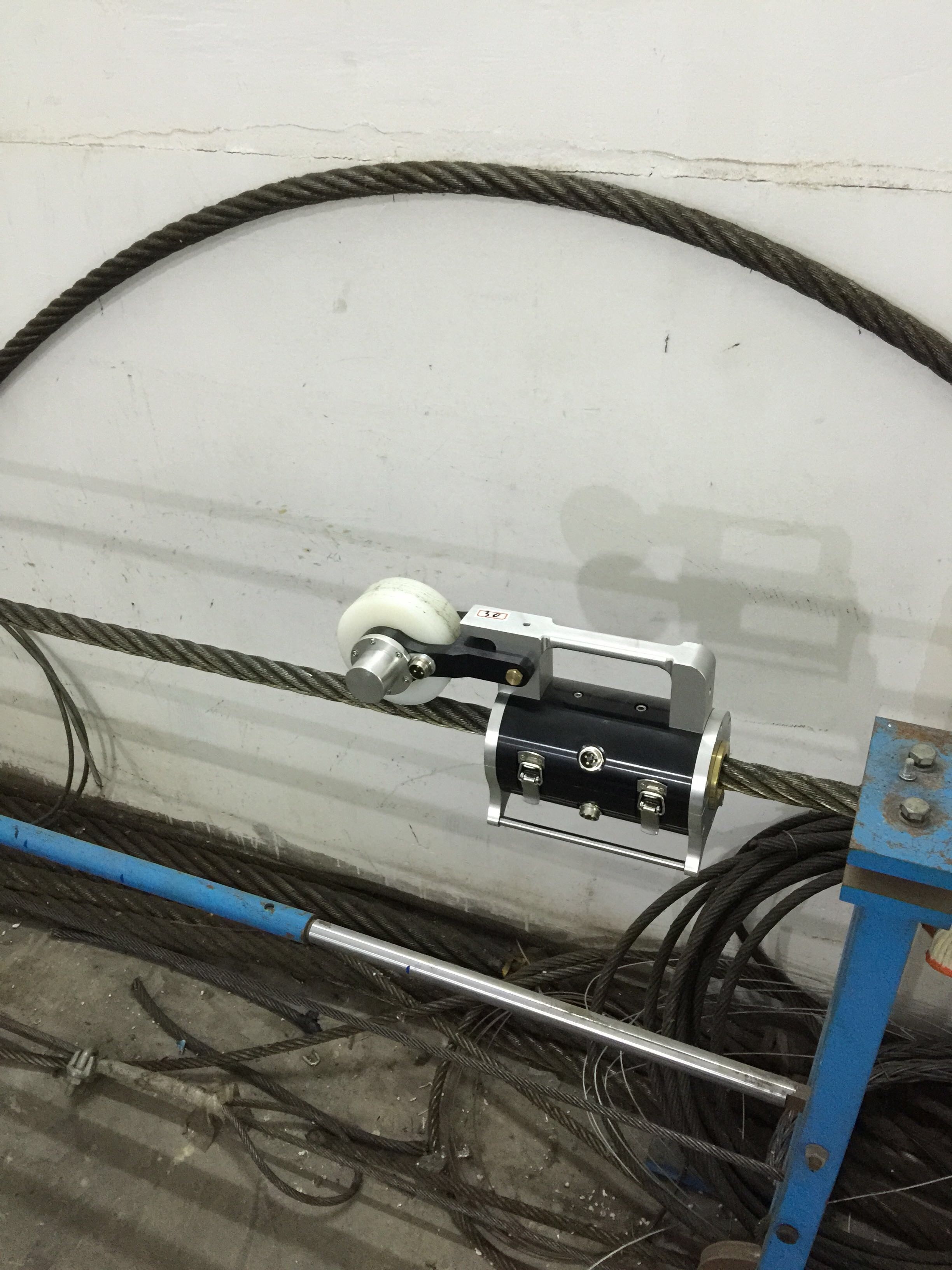
3. センサーの紹介
磁気センサー:センサーは変位のロケータ(一流の車輪、エンコーダー)、磁化の取付けおよび見本抽出構成によって構成されます。活動化させるシステムの後でワイヤー ロープにおよびそれは相対的な動きがあります、そして信号を集めることができます。
変位のロケータ:一流の車輪は円を、光電エンコーダー送り出します等しいスペース見本抽出を実現する見本抽出の指示の脈拍を回しました。
磁化の取付け:ワイヤー ロープにおよびそれは相対的な動きがあるとき、ワイヤー ロープの軸磁化に完了します。
見本抽出構成:ワイヤー ロープおよびセンサーが相対的な動きを備えているとき、ホール素子はシミュレーションの電圧信号に見本抽出チャネルを変形させますワイヤー ロープの磁束の漏出変更の状態を構成しました。
4. HUATEC実時間警報器具
HUATEC実時間警報器具はコンピュータに変えられたデータ信号を送り、救うRS232送電線を通って携帯用多目的データ収集、利用しますオンライン コンピュータCPU手強い機能をであり先立って置く同等の境界価値に従うリアルタイム処理の分析は、実時間警報を送り出します。センサーの電源のリチウム電池のグループを与える1つグループは出力5Vです。充満および電源スイッチを供給して可能がある付加充満港があります。
![]()
映像2信号の見本抽出の配線図
5. ソフトウェア紹介
![]()
映像3の主関数項目
![]()
映像8変数設定
6. 壊れたワイヤー分析
壊れたワイヤー分析(Ctrl+N)はマン・マシン ダイアログのプロシージャ、ですテスト データのための分析の処理機能項目です。2つの方法はこのプロシージャを入れることができます:1つは先行に従って直接人体ダイアログを書き入れています;別のものは入る「開いた」方法操作順序を入れるために作動のコラム「壊されたワイヤー分析」項目かちりと鳴らすために(または用具のコラム アイコン ボタンをつけるため)ですまたは「ファイル」コラム「をつけるために開いた」項目、照会の窓「は分析」項目をぽんと鳴らしましたり、操作順序を入れるためにつけます。
![]()
映像11壊れたワイヤー分析インターフェイス映像
壊れたワイヤー分析(マン・マシン ダイアログ)表面の導入それ:
次の通り壊れたワイヤー分析のプロシージャ:
![]()
映像12データ選択ファイル窓
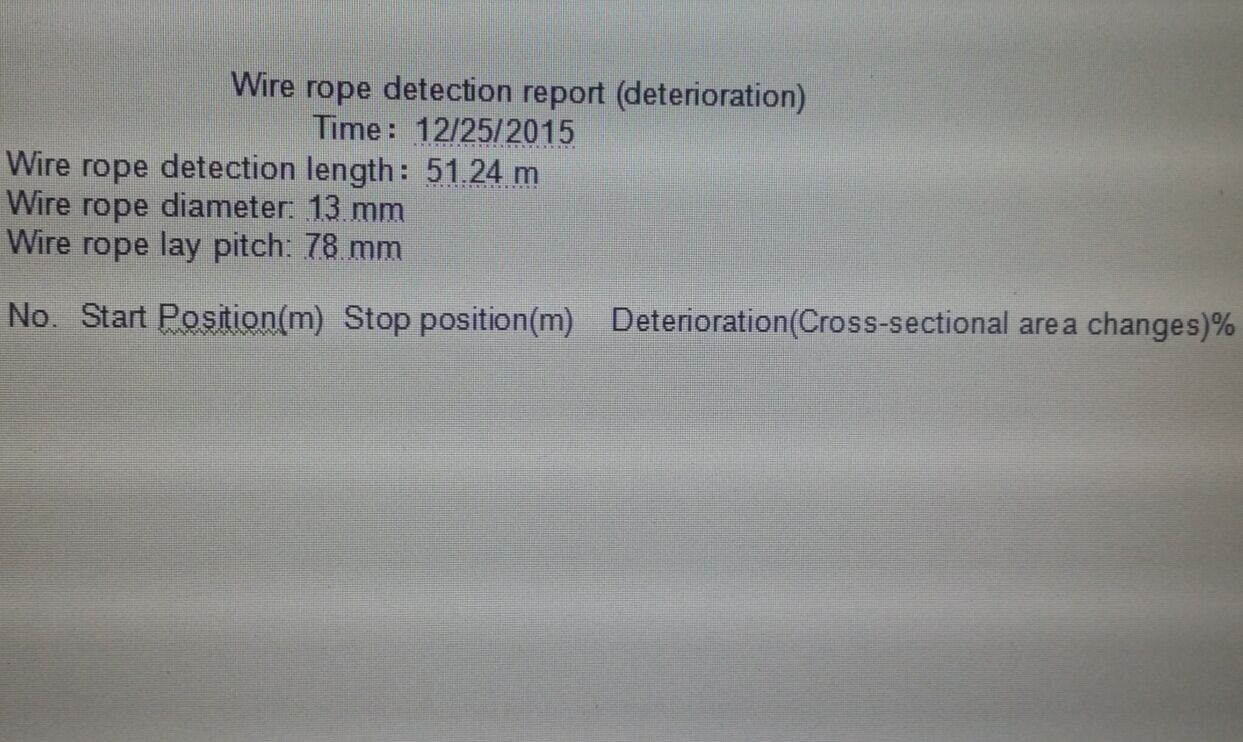
7. 悪化の分析
悪化の分析(Ctrl+L)はテスト ワイヤー ロープの金属横断面区域の変更(例えば悪化)へデータの価値に従って評価のプロシージャ、ですテスト データのための自動評価関数項目です。操作順序を入れるために作動のコラムの「悪化分析」を(または使用速いキーを指示して下さい)つけて下さい(映像13として)。
![]()
映像13の悪化の分析インターフェイス映像
悪化の分析インターフェイス紹介:
![]()
映像14データ選択ファイル窓
次の通り操作の悪化の分析の具体的な順序:
注意:印刷をつけなさい時、先立ってプリンターおよびコンピュータを接続し、デフォルト プリンターとして接続するプリンターを置いて下さい。
8. 報告して下さい
「レポート」(Alt+B)は壊れたワイヤー レポートを含み、悪化のレポート2機能項目は、これら二つの項目分析の結果のための表示です。
8.1壊れたワイヤー レポート
「壊されたワイヤー レポート」(Ctrl+P)はマン・マシン ダイアログのプロシージャの第一次データ解析の結果のための表示で、単語のフォーマットとして救われます。
次の通り具体的な操作:
注意:壊れたワイヤー分析のプロシージャでは、壊れたワイヤー レポートはページのすべての分析の終わりの後やっと開けることができます。
壊れたワイヤー定型文書の紹介(映像16として):レポートの頂上でそれはレポートの名前であり、によってはテスト ワイヤー ロープの長さ、ワイヤー ロープの直径、ワイヤー ロープの位置ピッチ、テスト ワイヤー ロープの長さであるそれの下の部門そして分析の評価の時間は、ワイヤー ロープの全長をテストしています。次壊されたワイヤー リストは、通し番号、(m)の壊されたワイヤー数(根)、位置ピッチ(根)の累積的な総壊されたワイヤー数壊されたワイヤー位置を含んでいます。このレポートは壊れたワイヤーがある、何壊れたワイヤー局在化、量的な結果を表示し。パーセントによって、レポートは通し番号、壊されたワイヤー位置(m)、および横断面区域のパーセント(%)を表示します時。
![]()
「悪化レポート」の(Ctrl+T)は横断面区域データの価値に従って第一次データ解析の結果の表示のため、単語format.8.2の悪化のレポートとして救われます
次の通り具体的な操作:
注意:悪化の分析のプロシージャでは、レポート項目はすべてのページの拾い読みの後やっと開けることができ現時点でだけレポートは全分析の評価レポートです。
悪化の定型文書の紹介(映像17として):レポートの頂上でそれはレポートの名前であり、それの下の部門そして分析の評価の時間、テスト ワイヤー ロープの長さ、ワイヤー ロープの直径、ワイヤー ロープの位置ピッチです。下の悪化のリストは、通し番号、(m)の(m)の悪化の量(%)終り位置スタート地点を含んでいます。このレポートは悪化の各セクションが仮定の価値を越え、このセクションを最も大きい悪化の量並べること開始および終りポイントを表示します。限界を越える絶え間ない悪化があればどの位悪化の量か、リストによって表示し、悪化はどこにあるか表示します。
![]()
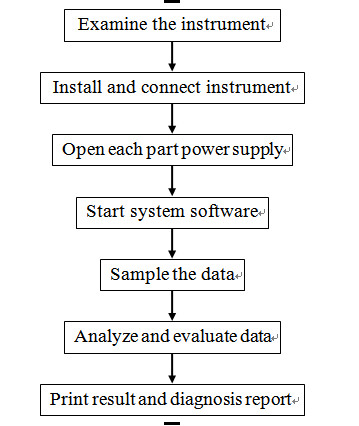
システム操作はシステムを持つ親友に基づいて一歩ずつの原則に、あるべきですあります。器械ハードウェア関係および設置基本的な知識を、適用のよく知られたソフトウェア方法はつかんでただ、データをテストし、見本抽出できます;データ信号の欠陥の分析の評価、それがベテラン オペレータか訓練の後で修飾された資格がある人員によって作動させるか、または指示されなければならない時。映像18ショーのような具体的な操作の流れ:
9. システム操作の流れ
![]()
10. 壊れたワイヤー変数口径測定
10.1方法を判断する壊れたワイヤー数
テスト ソフトウェアは次のプロセスに従って壊れたワイヤーを判断します。最初に、数百のメートル テスト信号のローカル変則信号を追求して下さい(通常壊れたワイヤーによって作り出される);見つけられて後ひびが作り出す信号はソフトウェア計算によって、この位置によって壊されるワイヤー数得られました、従って壊れたワイヤー位置を得、壊れたワイヤー数は別の壊されたワイヤー位置として軸ロープに沿うジェット機からジェット機間のスペースに、壊されたワイヤー位置識別されます、別の壊されたワイヤー定められるべきです、即ち壊されたワイヤー決断はジェット機間のスペースです。
信号処理方法から言って、操作の上で完了するテスト ソフトウェアは設定の境界の使用によって実現されます。より最初にテスト信号の境界価値が部分的な欠陥である信号が多くあるとき、主に最初の境界価値は価値が余りに小さければ壊れたワイヤー認識の質的な変数で壊れたワイヤーが、それ多分ようであるあるかどうか、多くを判断します;特大多分漏出テストは現われます。第2境界価値は簡単なワイヤー ロープの直径によって価値が余りに大きければそれの量的な区別変数が最初の境界価値を越える信号、サイズ主に決定されます、壊れたワイヤー数判断されますより少しです;余りに小さい、壊されたワイヤーは多く判断されます。
正しく「最初境界価値」を置いて、「第2境界価値」はテスト信号を紛れもなく判断し、分析するキーです。「従って最初境界価値」を置く方法を「第2境界価値」に、具体的な方法2種類があります:1つはオフ・ラインの口径測定()であり、基本的な、標準他はオンライン口径測定です。
10.2オフ・ラインの口径測定方法
より2つのメーターで計る小さくないテスト ワイヤー ロープおよび長さと同じである実験として新しくか古いワイヤー ロープを取って下さい。設置されるこのワイヤー ロープを緊張させ、そして標準的な壊されたワイヤーを、一般に模倣します1つ、2、3を模倣すれば複数は器械によって壊れたワイヤーを、テストします集中します。具体的な要求はアメリカASTM E1571-1996 "電磁石方法テスト ワイヤー ロープの標準的な規則」を示すかもしれません。
映像19ショーのように:
![]()
映像19の口径測定ワイヤー ロープの設置図表
探知器セットを取付けて下さい、「加えます変数」機能の知られていたワイヤー ロープ変数を、直径のような、金属横断面区域、位置ピッチ、抽出間隔、波形の拡大率置いて下さい(一時的により小さい価値として1)、および置かれた「最初境界価値」および「第2境界価値」であるかもしれないです仮定して下さい。この変数通し番号を選ぶために「選り抜き変数」機能を入れて下さい。「見本抽出」機能を入れて下さい、シミュレーションによって壊されるワイヤー位置を通るためにセンサーを(可能な前後の動きであるため)引いて下さい、テストを終えて下さい、分析のプロシージャを入れて下さい。
スクリーン表示テストの波形。「最初境界価値」がより大きいとき、一致によって壊されたワイヤーはわずかに変わるために信号それに指示できなかったりし口径測定「最初境界価値」に今戻るべきではないしそして次に「壊されたワイヤー分析」を入れません。テスト データのファイル名を割り当て、壊れたワイヤー人工的な分析を入れ、そして続くことのように作動させて下さい。
壊れたワイヤー認識プロセスは、ソフトウェア「最初境界価値」を越えるとき、各頂上信号を印を付けます3つの赤い点とのそれに比較します。それが壊れなかったワイヤー一致信号でなかったら、次の頂上の点を「最初境界価値」を越える、すべての壊れたワイヤー信号の印の完了まで作動し続けます見つけて下さい。
スクリーンの下で価値のグループを観察して下さい;VPPの後の2つの価値はそれぞれ頂上価値です。2つの頂上価値のより小さいのの約85%として「最初境界価値」を置いて下さい。「最初境界価値」が余りに小さければ、非壊れたワイヤー信号は印が付いています。スクリーンの上の価値、および背景信号の間で変わる壊されたワイヤー信号の広さを見つけられます観察すれば、「最初境界価値」は適切に置かれます。濃縮物によって壊されるワイヤーが2、3または多くであるので、対応する信号の広さは単一の壊されたワイヤーでそれより大きいです対応する1."最初に境界価値」設定の目標主に。
「最初境界価値」設定の後で、壊されたワイヤーが、赤いマーク付き信号の点のために、出版物『入』判断するように、履歴データを操作の仕上げの後で確認すると観察します試験結果の表示を、調節します「第2境界価値」を、します試験結果を壊れたワイヤーに基本的に一貫したように入力して下さい。最もよい価値を得るために変数およびテストを絶えず置いて下さい。
多くの一種の指定ワイヤー ロープによって構成されるワイヤー ロープに関して、とき壊されたワイヤーを判断することは適度で対等で量的な結果を得るために適した「第2境界価値」を選ばなければなり、計算の結果は現時点で同等の数として表示されます。ワイヤー ロープの錆が深刻なとき、錆の点はまたより大きいローカル変則信号を作り出します、従って壊れたワイヤー信号として判断することは可能です。
10.3置く方法を「最初境界価値」を
コンピュータ マン・マシン ダイアログの表面で、ユーザーの区別のための赤い点が付いている1本のより壊れたワイヤーを持っている見本抽出データに印を付けることを目的に「最初境界価値」を置いて下さい。「最初境界価値」を余りに大きく置いて、それから多くの壊れたワイヤー欠陥が逃されれば。さもなければ、「最初境界価値」は余りに小さく、それからワイヤー ロープの正常な多くの(非欠陥の)見本抽出はまた赤い点によって、作りますオペレータのための不必要な悩みを示されます。
壊されたワイヤー欠陥が省くように「最初境界価値」は漏出磁気信号コンピュータ出力よりわずかに小さいですべきです。映像20に、比較された実験テスト データから、私達を分析します知られていた壊されたワイヤー位置、壊されたワイヤー点「最初境界価値」設定が75より大きかったら、「P」に1本の壊れたワイヤーがあります、出力する磁気信号コンピュータによってが(VPP)それぞれ75および60である漏出に従って例えば取って下さい、壊されたワイヤー点「P」は印が付いていませんでしたり、漏出判断を形作りません。従って60の約85%、それが51であるように60が、通常、私達D1を置くよりわずかに小さいです「最初境界価値」はべきです(ノート:VPPは出力する壊れたワイヤー場所の漏出磁気コンピュータに取られ通常より小さいの取られます)。
それは続かれた方式によって表現されます:
最初境界value=VPP×85%
![]()
映像20
10.4 「第2境界価値」を置く方法を
私達は量的な判断を目的にワイヤー ロープ壊されたワイヤーをテストします。マン・マシン ダイアログの表面では、ワイヤー ロープ壊されたワイヤーは「最初境界価値」によって最初に確認され、オペレータは、壊されたワイヤー位置解決しました確認します。そして壊れたワイヤー量的な義務は欠陥の分析ソフトウェアによって完了します。壊れたワイヤー量的な間違いは「第2境界価値」設定のレベルによって決定されます。
それは有名です、ワイヤー ロープの塗布は、さまざまな専門職操作の条件と共に、広まってさまざまな種類の指定ワイヤー ロープ出て来ます、さらに直径の指定の変更は多数です。に大きい200mm以上複数のmm記録ワイヤー ロープにわずかなケーブルを繋ぎますワイヤー ロープの保証テストの器械との壊されたワイヤーそして悪化をテストするためにすべて必要とされます。構造、ロープの直径およびワイヤー直径が異なって、壊れたワイヤー形態がまた異なっているので1本の壊れたワイヤーは、壊れたワイヤー漏出磁気出力また異なっています。それと共に線量のない変更を、そして置く、「第2境界価値」が壊れたワイヤー量的な間違い非常に大きければ。すなわち、構造はそれと共に異なっています、ロープの直径異なっています、また置く「第2境界価値」変わるべきです。
![]()
映像21
従って条件を前提とすることの下に、それは「第2境界価値」口径測定のタイプ ロープとして取り、1つのセクションに同じ新しいワイヤー ロープをそれで誰かをテストする前に作ります壊れたワイヤーをワイヤー ロープ、取りますセクションを第1によりよいですべきです。例えば、映像21に、表現は2.5mの長さ(6×37+IWSC)ワイヤー ロープ、A、B、C、D、E、Fです人工的な設定によって壊されるワイヤー点、それぞれ壊れたワイヤーです1、2、4、5、7、6です(一般に壊されたワイヤー点は3と、それぞれ壊されたワイヤーです1、2、3)なされます。壊されたワイヤー数および実際の壊されたワイヤー数のテスト間の各点の間違い(前提となる各場所濃縮物によって壊されるワイヤー±1根または±1同等の根の間違いを持っています)が技術仕様の許可の規模にあったら「第2境界価値」、セクション5.2.2の操作のテストに類似した、最初に故意に置きまそして「第2境界価値」設定を条件に合致しなさいことを考えるかもしれないです。さもなければ、それから「第2境界価値」を再調節しなければなりません。テストの壊されたワイヤー数が実際の壊されたワイヤー数より大きければ、「第2境界価値」は持ち出されなければなりません;テストによって壊されるワイヤー数は実際の壊されたワイヤー数より小さいです、そして「第2境界価値」は減らなければなりません。もし必要なら、壊されたワイヤー数のテスト間の間違いまで繰り返し調節するかもしれなく、実際の壊されたワイヤー数は技術仕様の許可の規模にあります。これに、私達は置く既に完了した「第2境界価値」を考えました。
10.5の「最初境界」および「第2境界」のオンライン口径測定
壊されたワイヤーがあったサービス ワイヤー ロープに関して、壊れたワイヤー位置を見つけ、センサーを取付け、信号のグループをテストするためにセンサーを動かしそしてセクション5.5.2.1のように、得ます「最初境界価値」を作動させて下さい。
判断が2または多くが壊れたワイヤーを定着させたら、「最初境界価値」と同じとして「第2境界価値」を、します全体の旅行のテストを見つけこの位置を、「第2境界価値」を確認するためにテストします置いて下さい。
10.6波形はレート設定を減らします
「波形はより小さい置かれるテストの直接観覧の判断の便利、波形、数がより大きければ4~6.がので率」をで波形のテストの拡大率または減ります、通常それ減らします。さもなければ、波形はより大きいです。
10.7関連の悪化変数口径測定(LMA)
ワイヤー ロープの悪化(変わる金属横断面区域)主要な変数は金属横断面区域、横断面の感受性であり正しくこの変数を置く方法を横断面のデータの価値は、直接ワイヤー ロープの悪化の器械の計算の正確さに影響を与えます。
10.7.1横断面の感受性の設定(オンラインでそしてオフラインで)
横断面の感受性はワイヤー ロープの単位の横断面区域の変更の原因変動を出力するコンピュータです。構成の性能のdiscretenessおよびセンサーの生産技術等のような多くの要因が、あらゆるセンサーの横断面の感受性さまざまであるので、この変数口径測定は工場によって与えられます。
10.7.1.1の横断面の感受性のオンライン口径測定
センサーをサービス ワイヤー ロープに取付けて下さい、一致変数通し番号を選んで下さい、オンライン・テストに入って下さい、センサーが円形ガイド・ローラ6つ以上の円(1mの上で動くセンサーが付いている同輩)静止するようにして下さい、テストを終えて下さい、波形の分析を入れて下さいスクリーンのこの時に多分基準線だけ(破線)しかし信号の波形が、主に不適当な横断面区域データの設定によって引き起こされるこれないし重要が、限りLMAOの左上のスクリーンへの注意ありませんでしたり、Manropeとしてそれを記録しません;材料がワイヤー ロープがAwireとして、ので映像22ショー、横断面区域を仮定したり、ワイヤーを取付ける一緒のワイヤー ロープが先にについて話されているに従ってセンサーで、再度テストしたり別のLMAOを得たり、Matestとして記録する同じであるワイヤーを締め金で止めるためにセンサーを始動させれば。それから横断面の感受性のαは下記によって定義されます:
α= (Matest - MArope) /Awire
上記の操作の数回を重複させて下さい;より正確なαを得るために操作か偶然誤差の欲求平均を取除いて下さい。テストの金属横断面区域が増加するときαは肯定的かもしれませんまたは否定的、LMAOはそれのαと共にです肯定的増加します;さもなければαは否定的です。、別の指定ワイヤー ロープをテストする別のセンサー変わる磁界のためにαのサイズおよび印は変わることができます
![]()
映像22のオンライン感受性の口径測定映像
10.7.1.2の横断面の感受性のオフ・ラインの口径測定
終わり効果を取除くために5mがワイヤー ロープの真中に、センサーを取付けるより大きくなければ異なっている何がのように指定がαを測定するテスト ワイヤー ロープと同じであるセクション ワイヤー ロープを取付けます壊れたワイヤー変数テスト、ワイヤー ロープの長さなりません使用して下さい。映像23として、他の操作ですオンライン決定との同じ示します。
![]()
映像23のオフ・ラインの感受性の口径測定映像
10.7.2横断面のデータの価値設定
従って磁気の測定技術の測定ワイヤー ロープの金属横断面区域を使用するとき、センサーは指定センサーにしか測定の規模の線形変化を仮定できません;それはワイヤー ロープの横断面区域の変更のより小さい規模でしかはたらくことができません。
センサーが金属横断面区域を測定するとき映像24はモデル出力特性のカーブです。ワイヤー ロープの金属横断面区域の絶対値を測定したいと思いなさい時直線性VOの知られている横断面区域の毛の金属範囲でセンサーの出力信号対応しなければなりませんでしたりセンサー信号VTを通って、計算するためにテストしていますワイヤー ロープの金属横断面区域MAROPEをできます
MAROPE=毛+ (VT VO)/α
MAROPEおよび対応するVTの関係が断固としたである場合もないときしか横断面区域の相対的な変数ΔMAROPEを定めないことができます
ΔMAROPE + (VT VO)/α
従って、ワイヤー ロープの金属横断面区域の測定は絶対横断面区域の測定および相対的な横断面区域の測定に分かれます。
![]()
映像24
ワイヤー ロープの横断面区域の悪化を知りたいと思いなさいそれが争いのワイヤー ロープの横断面区域を知らなければなり、ときそれからワイヤー ロープの横断面区域の相対的な悪化率を得ることができます。入るワイヤー ロープの金属横断面区域の後の変数コラムでは、横断面のデータの価値は金属横断面区域コンピュータ出力です。10.7.2.1の横断面のデータの価値設定の重大さ
10.7.2.2横断面のデータの価値を置く方法を
横断面のデータの価値は処理ソフトウェア計算によってoutputted。具体的な操作は従って、この変数口径測定が完了したことを次の通り、とき変数口径測定は最初に横断面のデータの価値コラムの自由な価値を入れるように、そして波形の分析の表面(例えば映像25)の非悪化ワイヤー ロープを、「LMA0 = 1,949"表示する左のLMA0を、価値であるこのワイヤー ロープの横断面のデータの価値、入れた横断面のデータの価値コラムのそれをテストするあります。(注意:波形の最初のラインは整然としなければなりません。)
![]()
映像25のテストの波形映像
10.7.2.3の絶対横断面区域の測定
横断面の感受性のオフ・ラインの口径測定と同じように、長い5mである新しいワイヤー ロープのセクションを取りますロープの本部の必要性移動5mだけが、テスト データのグループを、読んだ波形の分析のLMAOの価値を得ます。このLMAOの価値は新しいワイヤー ロープの金属横断面区域の一致の出力信号の価値です。平均を得るために繰り返し作動させ正確な横断面区域データの価値を得て下さい。
この束ねる変数のサービス ワイヤー ロープが、波形の分析で横断面区域変更率(LMA %)に従って新しいロープに関連して、ワイヤー ロープの絶対横断面区域の各セクションを得るかもしれないときテスト変数のこの価値を置き、新しいワイヤー ロープの横断面区域、テストとしてワイヤー ロープの金属横断面区域を置いて下さい。
10.7.2.4の相対的な横断面区域の測定
口径測定でしばらく使用される新しいワイヤー ロープがないときワイヤー ロープの最少の悪化そして錆が横断面区域データのテストとみなすべきあった場所を選ぶかもしれないです。この場所の本物の横断面区域が未知であり、金属横断面区域が新しいワイヤー ロープの横断面区域でなければならないのでテストに間違いがあります。
通常変数口径測定セクションとして場所を始めるテストからの1m長いワイヤー ロープを対応する出力信号のこのセクション表示されます左上の波形の分析スクリーンで即ちLMAOの価値見て下さい。横断面区域データの価値をこの価値として置いて下さい、新しいワイヤー ロープの横断面区域として、その後で、金属横断面区域をこの場所との比較から来られるすべてのテスト ワイヤー ロープの金属横断面区域の相対的な変更置いて下さい。
11. 分析の評価を台なしにして下さい
11.1の目的および重大さ
hugenessシリーズ ワイヤー ロープに無害な欠陥の探知器のユーザーによりよいこのプロダクトを使用させます会社はhugenessのユーザーに多くの年からシリーズ ワイヤー ロープのテストの器械の開発、実験、テストおよび適用集まる経験を提供します。そしてワイヤー ロープのための正しい診断のレポートを得るために波形をように例、hugenessのユーザーの参照のために、取って下さい。
シリーズ無害な欠陥の探知器のフル ネームはシリーズ人工的な援助の計算機インテリジェンスの判断の無害な欠陥の探知器です。いわゆる人工的な援助は人工的な壊されたワイヤー、悪化を示し、質的な区別を変色させて、計算機インテリジェンスの判断は質的の基礎のコンピュータ量的な評価を示します。例えば:波形のセクションは経験の問題としてソフトウェアに従って、作動します、私達は、判断の仕上げの後で、壊れたワイヤー(呼出しそれ人工的な援助)をコンピュータ自動的に言います私達に私達が判断する壊れたワイヤーの位置そして数、位置ピッチ(呼出しそれ計算機インテリジェンスの判断)の数を判断します。
この章は実時間テスト プロセスで会う各種類の波形でシステム説明をします。波形を分析しま理由、ワイヤー ロープ材料をおよび波形の分析に持って来る構造の影響を作り出します。同時に私達は誠意をこめて珍しい信号および困難な問題実用的な仕事でテレテキストのことを発送によって会うこと、および私達が理由および溶質を難しさの質問一緒に分析する私達を知らせるためにユーザーを歓迎します。
水平な制限のために、間違いは不可避です。ワイヤー ロープの無害な欠陥のテストの技術はオリジナルに新しい教科課程、絶え間なく私達の自身のレベルを、真剣に希望のユーザーの苦境この手引の間違いの責任上げるためにであり、歓迎の訂正、私達は感謝している感じます。
11.2火ロープの欠陥
続く回転の期間と共にワイヤー ロープは現われられます各種類の損傷現象。例えば、ワイヤー ロープの悪化および原因ワイヤー ロープの横断面区域の減少を変色させること;疲労した、表面は堅くなり、原因をワイヤー ロープの内部の性能の変更変色させます;誤用によりロープのゆがみを等引き起こします。サービス ワイヤー ロープは多分単一ワイヤー破損、腐食、悪化、無秩序ライン等のような損傷現われ、すべての損傷はワイヤー ロープの故障を作成できます。重要性およびワイヤー ロープの構造のパフォーマンス特性を使用してワイヤー ロープのために、ワイヤー ロープのちょうど1つの場所は深刻な欠陥、全ワイヤー ロープ捨てられます現われます。従って、ワイヤー ロープが故障現われれば、修理されません。
11.3信号部
HUATEC HRD-100シリーズ ワイヤー ロープのテストの器械は漏出磁気主義に基づいている1種類の無害な欠陥のテスト プロダクトです、従って欠陥の位置で現われる信号、私達は漏出磁気信号として分析しますワイヤー ロープがこの角度から作り出す信号、それを理解しにくくないですそれを理解するかもしれません。私達は2種類にテスト信号を一般に分けるかもしれません:背景信号および欠陥信号。
11.3.1背景信号
ワイヤー ロープによって構造を所有するために作り出されることこの種類の信号は「ジェット機波信号」論理上私達呼びますそれを背景信号とです。処理方法さまざまな部品間の例えば相違そして上にあられた等によって信号および高度の集まる磁気の技術をテストして下さい、シリーズ試験制度は効果的に「ジェット機波信号」が持って来る除去し、SNテストの器械を高めます否定的な影響を。ワイヤー ロープのジェット機の外部分野は規則、循環的な配分の空間的な分野です、従ってこの種類の信号は比較的、区別し易いです。さらに、「ジェット機波信号」はまたワイヤー ロープの構造の特徴を、同時に反映します等を変色させるワイヤー ロープの表面の悪化のような条件を反映します。私達は仕事で会ったある例とのそれを説明します。
11.3.1.1の正常な「ジェット機の波信号」:
![]()
映像27のバランス ロープの部分的なテストの波形映像
次の通り分析して下さい:ワイヤー ロープの構造の状態は上記の信号からよかったり、ありませんでしたり壊れたワイヤーが、ありませんでしたり部分的な悪化が、ありません変色現象が、構造厳しくねじれます、物質的な質よりよいです見るように。
![]()
映像28のガントリー クレーン部分的なテストの波形映像
次の通り分析して下さい:ワイヤー ロープの構造の状態は上記の信号からよかったり、ありませんでしたり壊れたワイヤーが、ありませんでしたり部分的な悪化が、ありません変色現象が見るようにが、よくねじれる構造は物質的な質よりよいですではないです。
![]()
映像29ロープの方法牽引ロープの部分的なテストの波形映像
次の通り分析して下さい:ワイヤー ロープの構造の状態は上記の信号からよくなかったり、ありませんでしたり壊れたワイヤーが、ありませんでしたり部分的な悪化が、ありません変色現象が見るようにが、上記の2種類がワイヤー ロープの加工技術によって、物質的な純度高くない、それ決定されるよりねじられた悪いです構造は。
悪化現象時11.3.1.2ワイヤー ロープ「ジェット機波信号」の:
![]()
映像30のタワー クレーンの部分的なテストの波形映像
次の通り分析して下さい:磁気ジェット機の波の漏出が不均等であることをワイヤー ロープの構造は上記の信号から持っていました使用プロセス、映像の波形の変動のより大きい変更を示します見るように。磁気漏出ではより多くの場所は、波形上向きで、悪化か変色としてします;磁気漏出ではより少しは、波形下りの相対的な基準線を動かし、ワイヤー ロープの部分的な横断面区域の増加としてします(例えば:緩い繊維時)。この種類の「ジェット機波信号」の生産は頻繁に壊れたワイヤー質的な区別のある特定の難しさを持って来ます。
注:基準線は映像の破線を示します。
remanenceがある時11.3.1.3ワイヤー ロープ「ジェット機波信号」の
![]()
港の映像31のタワー クレーン
次の通り分析して下さい:
「![]() 」この種類の手紙は磁気を含んでいるワイヤー ロープの内部によって不必要な信号と、引き起こされます呼ばれます。磁気を持っていることの理由は2種類に分かれるかもしれません1種類は電光によって打たれるワイヤー ロープであり他の種類は生産技術です。この種類の信号に会った場合、そしてロープをテストするために最初に減磁するべきですまたは器械との何回もテストして下さい。
」この種類の手紙は磁気を含んでいるワイヤー ロープの内部によって不必要な信号と、引き起こされます呼ばれます。磁気を持っていることの理由は2種類に分かれるかもしれません1種類は電光によって打たれるワイヤー ロープであり他の種類は生産技術です。この種類の信号に会った場合、そしてロープをテストするために最初に減磁するべきですまたは器械との何回もテストして下さい。
11.3.1.4ワイヤー ロープの末端の鼻の効果
![]()
港の映像32のタワー クレーン
次の通り分析して下さい:
| この種類の手紙は終わり効果と呼ばれ、端および終了の端を始めるワイヤー ロープのテストで現われ開始の突然の変更のテストによって形作られ、そして欠陥信号として処理することができません。 |
11.3.2方法を分析する壊れたワイヤー信号
ワイヤー ロープ壊されたワイヤーは一般にに分けられます:疲れて壊されたワイヤー、悪化によって壊されるワイヤー、壊されたワイヤーを、壊されたワイヤーを等ねじる積み過ぎによって壊されるワイヤー切る壊されたワイヤーを変色させます。ワイヤー ロープが通常同じ直径多くの根ワイヤーか別の直径によって多くの種類の指定ワイヤー構成されるので、表面は頻繁に険しいです、内部持っています空気整理を、ではないです強磁性材料絶え間ないボディ。従って、ワイヤー ロープが、表面的な外部分野で、両方磁化されるとき壊れたワイヤー空電分野および背景の空電分野(ジェット機の波信号)を、持って来ます質的な欠陥の私達のためのある特定の難しさを持っています。
11.3.2.1変数調節方法
異なった構造ワイヤー ロープに異なった変数があります。正しくそして適度に変数を、私達が判断プロセスの努力半分のの結果を二度得ることを可能にするかもしれないです選んで下さい。(指示で見られる各変数定義)。特に波形の調節の拡大率は必要性に従って判断するとき、変数それらで重要、この変数ですオペレータについては映像を見る便利調節されるかもしれませんです。
例として次波形を取って下さい:
![]()
波形の映像33の流れの拡大率:6
映像33のジェット機の波信号の妨害の下の欠陥信号の増加の認識の難しさから見るよろしいです識別すること非常に困難です。状態では私達は次の映像34ショーとして波形の調節の拡大率によって効果的にこの種類の難しさを、減らしてもいいです:
![]()
波形の映像34の流れの拡大率:2
注:波形の拡大率は有効な調節によって急上昇する波形のサイズのためにただSNを、欠陥信号を区別するために難しさを減らすために高めるかもしれません関係ありません信号とは全く撤回を所有するために使用されます規則の程度は便利のための区別し、分析してが適していますです。
11.3.2.2の頂上価値比較方法
頂上価値比較方法は低いSNの状態で、この種類の方法一般に使用されます。別のワイヤー ロープの構造のためにワイヤー ロープの直径はまた異なっています。従って別の構造ワイヤー ロープへ、磁気1つの壊れたワイヤー漏出は同じではないです。従って原則的には、磁気厚いワイヤー ロープ壊されたワイヤーが1本より薄くもっとの作り出す信号、漏出は大きいです。薄いワイヤー ロープ壊されたワイヤーの点から見て、私達は信号特性に従って比較を取るかもしれ、境界価値の頂上価値は、ずっと調節された状態です。
次の映像35として:
![]()
映像35のマーク付きの位置VPP:41、29 (背景信号VPP)
![]()
映像36のマーク付きの位置VPP:55、55
従って私達が壊れたワイヤー信号としてそれを定めるかもしれない即ち波形の頂上が鋭角の二等辺三角形に類似している映像35、等しい2つの頂上価値データ不均衡および独特信号のマーク付きの位置が明らかであるより大きいですこれからこの2ポイントで作り出される漏出磁気を得るために比較するよろしいです。
![]()
特別な壊されたワイヤーが信号を送る37を描いて下さい(ロープを高く上げるYuyangの炭鉱)
これは壊れたワイヤー信号映像、2つの端間のスペース間隔をあけることがかなり大きい、それら形作りました「M」を、判断することができますように壊れましたワイヤー、のほかにです連続によって壊されるワイヤーです。
上の状態は私達がシリーズ ワイヤー ロープのテストの器械を使用するとき巧みな利用がほしいと思うために、直面され、把握、それは私達が定期的な仕事の経験を集めることを必要としたり従ってそれを消化できる共通の難しさです。
11.4ワイヤー ロープの直径の評価
ワイヤー ロープ コンピュータ テストの診断システムでは、ワイヤー ロープの直径の評価は間接的に定まるLMAのテスト信号を通ってあります。ワイヤー ロープの内部および外的な悪化および変色が金属横断面区域の変更に反映するので、変色がわずかなとき、ワイヤー ロープの直径は横断面区域の変更によって計算できます。
例えば、ワイヤー ロープの外の層ワイヤーがあるとき2/3の金属横断面区域が1.54%減らす6×19ワイヤー ロープに身に着けて下さい、6×7ワイヤー ロープの金属横断面区域は4.19%減り、他の構造ワイヤー ロープの金属横断面区域の減少は計算によって得られます。
11.5評価を変色させるワイヤー ロープ
現状の現在の国内および国際的な調査から判断して、評価を変色させるワイヤー ロープに適切な方法がありませんでした。しかし変色するワイヤー ロープは横断面区域のテスト信号を通して壊れたワイヤー テスト信号を通って深刻な場合反映できます反映できます。
12. ワイヤー ロープの保証係数
| ワイヤー ロープの保証係数 | それが壊れたワイヤー ロープ数に従がってあるピッチの内にあるときワイヤー ロープは無用ようにすみやかに放棄されなければなりません | |||||
| ワイヤー ロープの表面の摩耗の損失か腐食は元のワイヤー ロープの直径のパーセント(%)を達成します | ||||||
| 0 | 10% | 15% | 20% | 25 | 30% | |
| 0-10 | 16 | 13 | 12 | 11 | 9 | 8 |
| 10-12 | 18 | 15 | 13 | 12 | 10 | 9 |
| 12-14 | 20 | 17 | 15 | 14 | 12 | 10 |
| 14-16 | 22 | 18 | 16 | 15 | 13 | 11 |
| 注釈:役にたたないワイヤー ロープがLangeに基づいていると同時に報告する形態の壊れたワイヤー数は1/2の数学価値のワイヤー ロープを置きます | ||||||
13. センサーの選択
| センサー | ワイヤー ロープの直径 | 最もよい検出の範囲 |
| HUATEC-F5 | ≤5mm | 2~5mm |
| HUATEC-F10 | ≤10mm | 5~10mm |
| HUATEC-F15 | ≤15mm | 8~15mm |
| HUATEC-F20 | ≤20mm | 10~20mm |
| HUATEC-F25 | ≤25mm | 15~25mm |
| HUATEC-F30 | ≤30mm | 20~30mm |
| HUATEC-F35 | ≤35mm | 15~35mm |
| HUATEC-F40 | ≤40mm | 30~40mm |
| HUATEC-S45 | ≤45mm | 35~45mm |
| 他のセンサーはカスタマイズされた生産である場合もあります | ||












