













ぬれたフィルム厚さの車輪の精密ゲージのペンキの厚さのメートルのぬれたペンキの厚さゲージ
器械は国民標準的なISO2808-1974に従って設計され、製造される(E) 「ペンキおよびニスのフィルム厚さの決定」。フィルムが乾燥するとき主にペンキの表面温度のフィルムの厚さを定め、おおよその厚さを推定することを使用する。器械は実験室および生産管理に使用することができる。
製品紹介:
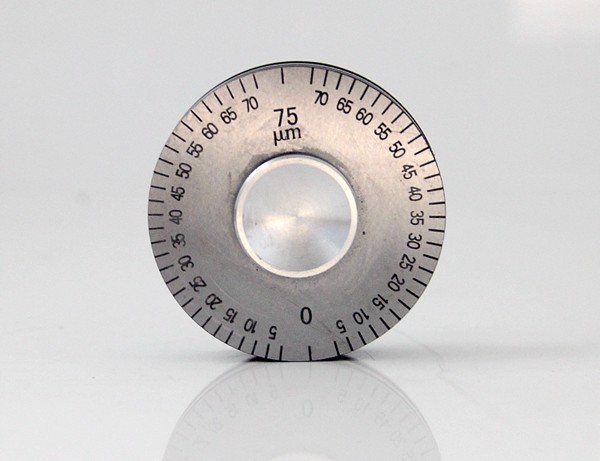
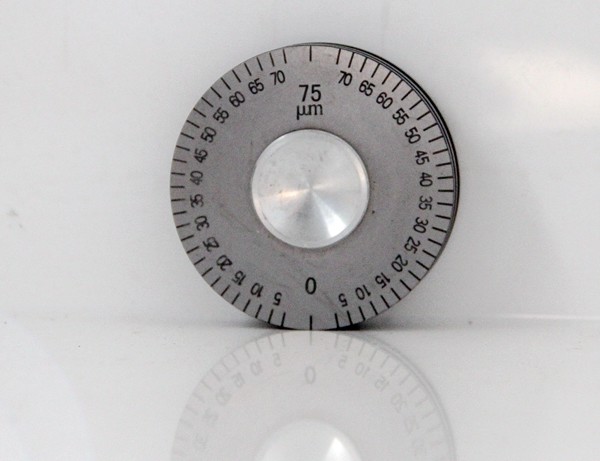
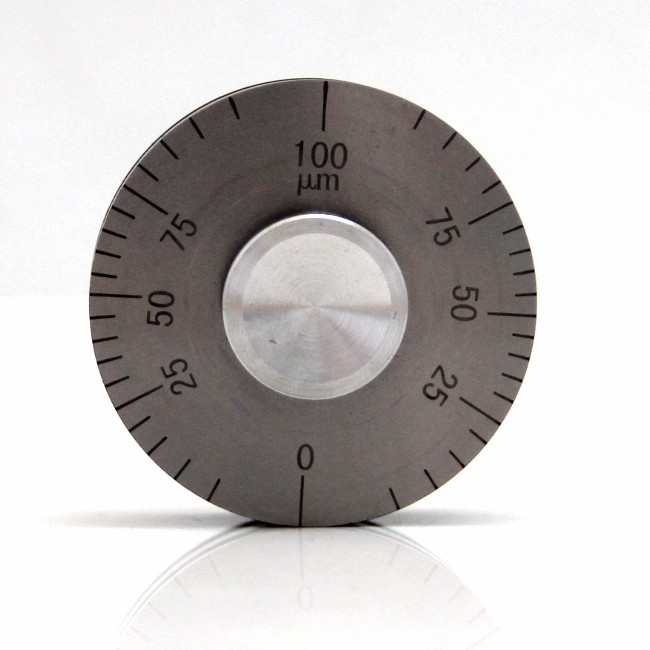
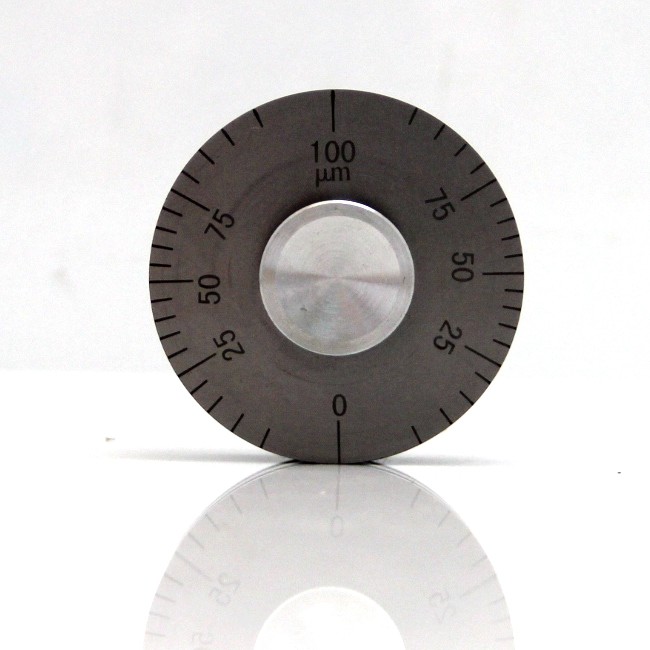
このぬれたフィルムの車輪がラッカー、ニス、接着剤および他の材料のような滑らかで、平らな上塗を施してある表面のぬれたフィルム厚さを測定するのに使用されている。
![]()
![]()
![]()
![]()
導入:
◆ぬれたフィルム厚さを点検する精密ゲージ
◆高い等級のステンレス鋼の作られる
◆利用できるさまざまなスケール:
0~50μm
0~75μm
0~100μm
0~150μm
0~200μm
0~300μm
0~500μm
0~1000μm
標準:
BS-ISO-ASTM
順序情報:
| 1702/100 | ぬれたフィルム厚さの車輪 | 0-100µm |
| 1702/200 | ぬれたフィルム厚さの車輪 | 0-200µm |
| 1702/300 | ぬれたフィルム厚さの車輪 | 0-300µm |
| 1702/500 | ぬれたフィルム厚さの車輪 | 0-500µm |
| 1702/1000 | ぬれたフィルム厚さの車輪 | 0-1000µm |
他のスケールは要望に応じて利用できる
方法を使用し、作動させなさい
1. コーティングは適した硬度の版(鋼鉄基質)に加えられ、テスト版のフィルム厚さの測定の場所と側面間の間隔が少なくとも25mmである、ぬれたフィルム厚さはコーティングの直後に定められるようにテスト版の区域は十分に大きく。
2. ペンキのフィルムおよび操縦者板の決定の適切なレベルに基づいて、固定されたテスト版はならない移動か敗北、置いたぬれたフィルムの厚さを、最少の読書を上でするために測定するために器械をし、ぬれたフィルムの上のぬれたフィルム間の器械の風変りな車輪そして最も大きいギャップはちょうど、それから転がり可動装置を半分周期(180 °)、ぬれたフィルムの位置の表面が付いている点検装置の中央フランジおよび最初接触の後で繰り返し、読まれた読書になり、平均読書を計算するために反対の方向の前半分周期を(180 °)およびスクロールする。
3. 終わりが速い揮発溶媒および低い固形分を含んでいれば、それを新たに塗られたフィルムに加え、少なくとも1つの別々の読書を取り、これらの個々の読書の平均を計算することが最善である。
注:この器械は平らなテスト版で適用されるぬれたフィルムの厚さを測定するために適しているが1方向だけの仕事の部分の表面を曲げるのに器械の測定に影響を与えるために基質が2つの同心の車輪の間で曲がらない限り分野または工場でまた使用することができる。












